Електромуфтове зварювання труб
Прокладка трубопроводу або магістральної каналізації не може виконуватися за допомогою цільного шматка матеріалу. До теперішнього часу було розроблено багато методів, за допомогою яких здійснюється з'єднання окремих відрізків. Найбільш просунутою є Електромуфтове зварювання труб.
Що це
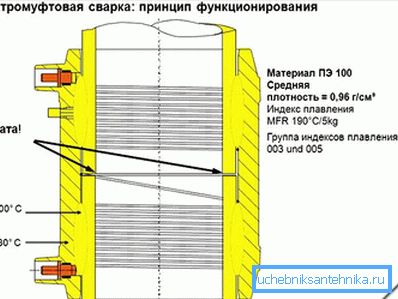
Суть методу полягає в тому, що сполучний фітінг має в собі електричну спіраль. Вона може бути повністю відкритою, частково заглибленою або прихованою. Нагрівальний елемент має два виходять назовні контакту, до яких підключається зварювальний апарат. На заданий проміжок часу подається вказане значення вольтажу. Внутрішня частина з'єднувача і вставлений відрізок труби під дією температури переходить в рідкий стан. Зовнішня стінка не прогрівається до такої міри і зберігає пружність, що змушує речовина рухатися вниз, внаслідок чого утвориться монолітна конструкція.

Муфти виготовляють з трьох видів пластику: поліетилен, поліпропілен, полібутен. Для монтажу газових магістралей зазвичай застосовують тільки перший варіант.
Порада! На фітинги наноситься маркування, яка інформує оператора про те, яке напруга і на який проміжок подавати. Також вказується час охолодження готового стику. Додатково в конструкції передбачаються спеціальні індикатори, які сигналізують про що завершився процесі.
переваги

Цей технологічний метод несе в собі багато позитивних сторін:
- Під час зварювання не зменшується внутрішній діаметр труб. Це означає, що його можна застосовувати не тільки в тих випадках, коли в системі є натиск з постійним тиском. Дренажні та зливові системи не будуть винятком.
- Завдяки продуманій інструментальній базі людський фактор зводиться до мінімуму при виконанні всіх необхідних операцій.
- Цей метод більш прийнятний при необхідності зчеплення двох труб великого діаметру.
- Електромуфтове зварювання буде незамінна, коли потрібно ремонт магістралі, а змістити труби в горизонтальній площині не представляється можливим.
- Перешкодою для зчленування не стане також випадок, коли обидві чи одна з труб посилена армирующими включеннями. При стиковому зварюванні немає гарантії такої міцності шва.
- Труби із зшитого поліетилену зазвичай з'єднуються механічним способом. ДТ зварювання дає можливість впливати на молекулярні зв'язки, забезпечуючи високоякісний шов.
- Збірка трубопроводу з багатьма відводами може проводитися прямо за місцем, без необхідності попереднього з'єднання і установки вже готової конструкції.
- Економія електричної енергії в порівнянні з іншими видами.
- Перевага зварювання виробів з різних марок поліетилену, а також різного діаметру.
інструментарій

Для того щоб весь процес проходив без запинок, необхідно мати при собі специфічний інструмент:
- Зварювальний апарат. Для цього виду зварювання був розроблений унікальний агрегат. Він заснований на технології напівпровідників, тому споживає на порядок менше електрики, ніж інші його аналоги. Зазвичай для таких агрегатів вказується максимальний і мінімальний зварюються діаметри. Передбачено сканер штрихкодів, який автоматично заносить дані про конкретний вид з'єднання, це також можна зробити вручну. Дані про кожного пройдений стику заносяться в пам'ять, щоб оператор або контрольна група могли отримати відомості. Можлива наявність вбудованого послідовного або USB-порту, до останнього можна підключити флеш-накопичувач для перенесення налаштувань або даних. На передній панелі зазвичай знаходиться дисплей, який відображає поточні параметри. У комплекті з деякими агрегатами йдуть наконечники різного перетину.
- Позиционер. Невелике металеве пристосування у вигляді планки, яка володіє декількома зажимами. Цей інструмент дає можливість розташувати патрубки в одній площині для виконання зварювальних робіт. Він також призначений для того, щоб виправити овальність. Для цих цілей також може застосовуватися окремий хомут.
- Труборіз. Зазвичай використовують дисковий. Саме він дає можливість виконати рівний зріз, що є вимогою.
- Скребок. Невелика рукоятка з лезом. Також це може бути пристосування з декількома модулями. Один з них поміщається в трубу, другий, на якому знаходиться ріжучий головка, приєднується і при обертанні знімає верхній шар. Ця процедура необхідна не для того, щоб створити шорстку поверхню, а для зняття окисленої частини патрубка.
- Рулетка або лінійка.
- Очищувач. Він необхідний, щоб видалити бруд і жир. Потрібно використовувати спеціально розроблений для конкретного виду труб. Не можна застосовувати звичайний спирт або ацетон.
- Маркер. Використовується водостійкий білого або яскравого кольору, щоб наносити не тільки розмітку, а й деякі дані на місце спайки.
Порада! Для седловой врізки додатково застосовується спеціальний бур, а також шестигранний ключ і викрутка для фіксаторів.
монтаж

Процес спайки не дуже складний, але вимагає певної акуратності, уваги і посидючості.
- Якщо є час до виконання робіт, то бажано за добу випрямити трубу, розмотавши з бухти, це допоможе частково виправити овальність.
- Перше, що необхідно зробити - обрізати край труби. Для цих цілей можна, але небажано, застосовувати ножівку. Торець виходить шорсткою. Застосовуйте дисковий труборіз, він забезпечить правильну площину.
- Далі виконується розмітка. Необхідно нанести лінію, до якої буде надітий фітінг. Від неї зробити запас ще в 1-2 см і позначити.
- За допомогою скребка або механічного очищувача оксиду зняти верхній шар. Для труб, діаметр яких не перевищує 63 мм, він становить 0,1 мм. Якщо зовнішній діаметр більше, тоді знімати потрібно 0,2 мм.
- Тепер труба обробляється розчинником і поміщається в позиционер. Її необхідно добре зафіксувати і виправити овальність. На фітінг не повинна надаватися навантаження на злам. Позиционер повинен компенсувати її.
- Надаватися муфта (вона також повинна бути оброблена розчином зсередини). Якщо діаметр труби дуже великий, тоді муфта натягується на свій повний розмір. Підводиться другий патрубок і фітінг збивається до половини своєї глибини. Заставна спіраль повинна всій своїй площею знаходитися на ділянці труби, щоб забезпечити правильний сплав.
- Після з'єднання двох труб підключається зварювальний апарат. Зчитуються необхідні параметри сканером або вводяться вручну. Запускається процес. Важливо пам'ятати, що в повний цикл входить також час охолодження. Якщо завчасно зняти затискач, то герметичність буде порушена.
- Коли всі завдання закінчені, на з'єднання наносяться дані про час і дату, а також операторі.
- Монтаж седловой врізки має схожий алгоритм. Очищення проводиться за місцем монтажу, але не по всьому колу, а тільки площі спайки, яка буде перекрита спіраллю. Після зачистки надаватися седелка і міцно затискається. Проводиться зварювання. Далі за допомогою додаткового інструменту виконується рез. За допомогою заглушки закривається технологічний отвір і наноситься мітка.
Порада! Для зняття оксиду не використовуйте наждачний папір або не призначені скребки. Ви просто подряпаєте поверхню, але не досягнете бажаного результату.
типові помилки
У деяких випадках відбувається розгерметизація з'єднання. Це може бути виявлено вже при завершенні повного монтажу. Таке відбувається з наступних причин:
- Оператор не компенсувало овальність. Це може привести до того, що розплавлений пластик не заповнить весь простір.
- Зачистка здійснювалася за допомогою скребка. Результатом буде те, що муфта і труба не утворюють монолітну спайку.
- Труба перебувала під кутом до фітинги. Наслідком буде витікання рідкого пластику.
- Фітинг був надітий в повному обсязі. Заставна спіраль не розплавиться достатню кількість зчленовуютьсяповерхонь.
- Не було вироблено знежирення або після нього до місця очищення торкалися руками. З'єднання не буде герметичним.
Для з'єднання труб ПНД також може бути застосована ця інструкція. Цей метод набагато краще використання фітингів з механічним затиском, які не можуть забезпечити ідеальної герметичності.
Відео
У наданих відеоматеріалах показаний технологічний процес електромуфтового зварювання труб: